酱油酿造废水处理难题的解决之道 PCBA方案板的创新应用与案例分析
酱油酿造作为传统食品工业的重要分支,在其生产过程中会产生大量高浓度有机废水。这类废水通常具有化学需氧量(COD)高、色度深、含盐量高、成分复杂等特点,属于典型的难处理工业废水。传统的生化处理工艺往往面临负荷冲击大、处理效率不稳定、运行成本高昂等挑战。随着智能化、自动化控制技术的发展,基于PCBA(印制电路板组件)的集成化解决方案为酱油厂污水处理带来了革新性的突破。
一、 酱油厂污水特性与处理难点
酱油生产废水主要来源于原料清洗、发酵罐冲洗、成品灭菌及设备洗涤等环节。其主要污染物包括豆类蛋白质、淀粉、糖类、食盐、色素及各种有机酸。水质特点可概括为:
- COD浓度极高,通常在5000-20000 mg/L,甚至更高。
- 氨氮及总氮含量较高。
- 氯离子浓度高(源于生产用盐),对微生物活性及设备有较强抑制作用与腐蚀性。
- 水质和水量波动大,随生产批次变化显著。
这些特点导致传统活性污泥法等工艺易受冲击,污泥易膨胀,处理效果难以持续稳定达标(如《污水综合排放标准》GB8978-1996)。
二、 PCBA方案板的核心作用与系统集成
PCBA方案板在此场景中,并非指处理工艺本身,而是作为整个污水处理站自动化控制系统的“智能大脑”与“神经中枢”。它将微处理器、存储器、输入/输出接口、通信模块以及针对水处理工艺开发的专用控制程序,高度集成于一块或多块电路板上。
在酱油厂污水处理项目中,PCBA方案板主要实现以下核心功能:
- 多参数精准在线监测与控制:通过连接pH计、溶解氧(DO)仪、COD在线分析仪、流量计、液位计等传感器,实时采集水质与水情数据。PCBA板卡运行的控制算法能根据实时数据,动态调节曝气量、加药量(如酸碱、营养剂)、回流比等关键参数,确保生化反应始终处于最优状态。例如,根据DO值精准控制曝气风机频率,大幅降低能耗。
- 应对负荷波动的自适应调节:针对酱油生产排水不连续、浓度变化大的特点,PCBA系统可预设多种控制模式。当监测到高浓度废水来临时,系统能自动提升曝气强度、调整污泥回流,增强系统抗冲击能力,防止污泥中毒或失活。
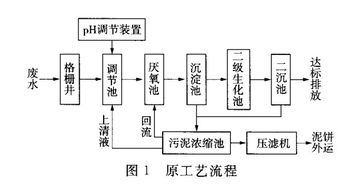
- 工艺链的智能协同调度:从调节池、水解酸化池、主体生化池(如A/O、SBR、MBR)、沉淀池到深度处理单元,PCBA系统实现全流程联动控制。它可智能安排提升泵、搅拌器、曝气器、排泥阀、过滤设备等的启停与时序,实现高效、节能、无人化运行。
- 数据追溯与远程管理:PCBA方案板具备数据存储与通信功能,可将所有运行参数、报警信息上传至云端或中控室。管理人员可通过电脑或手机APP远程监控运行状态,进行故障诊断和数据分析,为工艺优化提供依据,实现预测性维护。
三、 典型案例分析与效益评估
以华东地区某大型酱油酿造企业为例,该厂日处理废水800吨。原处理系统运行不稳定,出水COD时常超标,且电耗、药耗居高不下。引入基于PCBA的智能污水处理控制系统后,取得了显著成效:
- 稳定达标:通过对生化池DO和营养投加的精确控制,系统抗冲击能力显著增强,出水COD稳定在80mg/L以下,优于国家排放标准。
- 节能降耗:智能曝气控制使风机能耗降低约25%;精准加药系统节约絮凝剂等药剂费用约15%。
- 减员增效:自动化程度大幅提高,现场所需巡检与操作人员减少,降低了人工成本与管理难度。
- 运维透明:所有运行数据有迹可循,故障能够快速定位与排除,设备使用寿命得到延长。
四、 实施要点与未来展望
成功实施PCBA方案板需注意:前期需对水质进行详尽调研,以设计合理的控制逻辑;传感器选型必须可靠、耐腐蚀,适应高盐环境;系统需具备良好的扩展性,以应对未来可能的工艺升级或扩容需求。
随着物联网、人工智能与大数据技术的进一步融合,下一代PCBA方案板将更加智能化。通过机器学习算法,系统能自我学习水质变化规律,实现更超前的预测与优化控制,推动酱油乃至整个食品酿造行业的污水处理向更高效、更节能、更智慧的“绿色工厂”目标迈进。
最新产品